特長
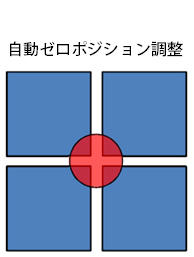
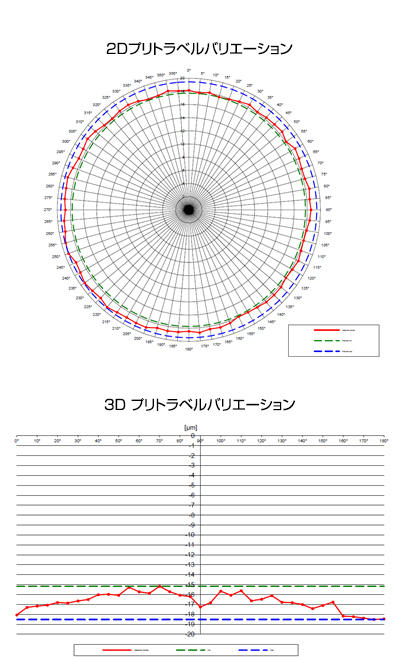
画期的な自動ゼロポジション調整
プローブの姿勢が変わっても電源OFF-ONは不要!!!
画期的なゼロポジション調整機能を搭載
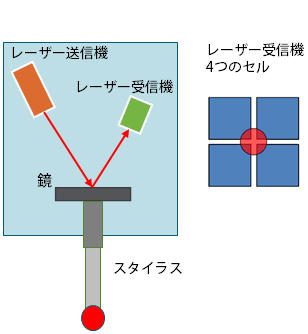
プローブが姿勢を変えるとその位置でのスタイラス移動量を検知し、自動的に姿勢キャリブレーションを実施します。
今までの高精度プローブと異なり電源OFF-ONの動作は不要です。


画期的な自動ゼロポジション調整機能を搭載
プローブが姿勢を変えるとその位置でのスタイラス移動量を検知し、自動的に姿勢キャリブレーションを実施します。
今までの高精度プローブと異なり電源OFF-ONの動作は不要です。
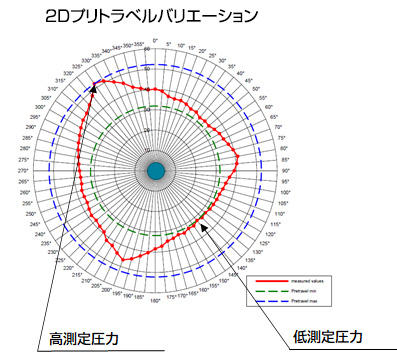
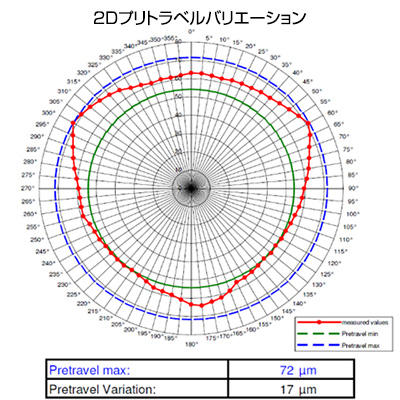
三点支持の接点から信号を取り出すタッチプローブはタッチする方向により測定圧力が変化します。
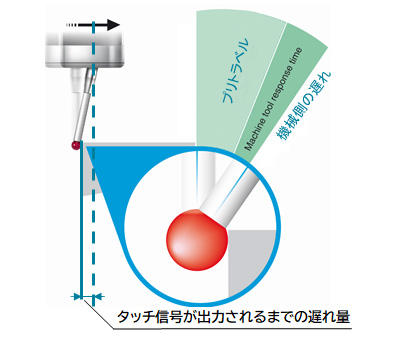
またその影響によりタッチ信号を出力するまでに移動する距離も変化していきます。
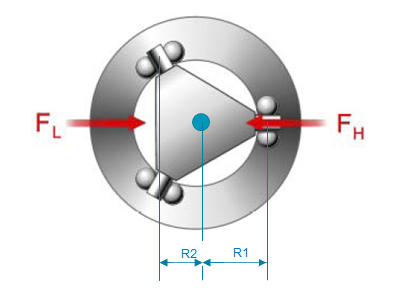
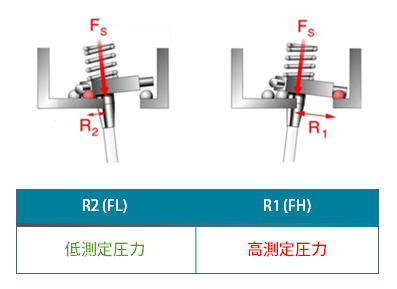
機械側の遅れとプリトラベルの複合的な要素がタッチプローブシステムとしての遅延量となります。
Hexagon 高精度タッチプローブ HPP41.10(RWP20.50-G-HPP)のカタログをご希望の方は下記よりボタンにお進みください。
なおダウンロードいただく場合は、弊社の「個人情報保護に関する当社の基本方針」にご同意いただくとともに、本注意・免責事項など全てにご承諾いただいたものといたします。
| 項目 | スタイラス 50 mm | スタイラス 100 mm |
|---|---|---|
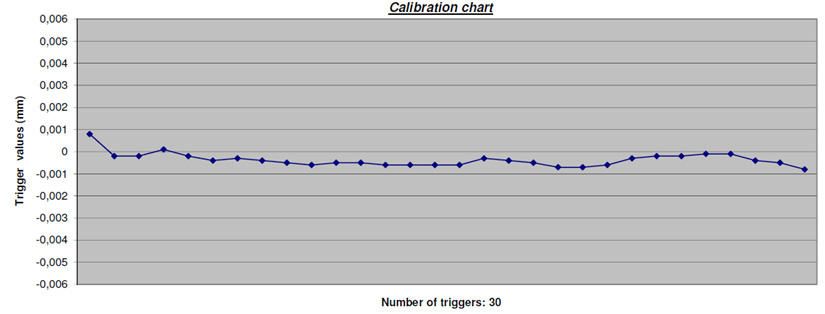
| 繰り返し精度 | 2 Sigma 0.25 µm | 2 Sigma 0.25 µm |
| 2Dプリトラベルバリエーション | ± 0.25 µm | ± 0.25 µm |
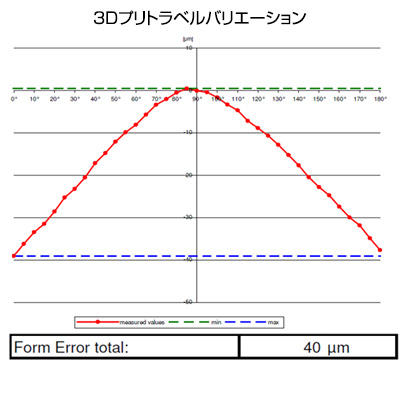
| 3Dプリトラベルバリエーション | ± 1.00 µm | ± 1.75 µm |
| 測定圧力 | XY = 0,5 N; Z = 7 N | |
| 推奨計測速度 | 100-500 mm/min | |
| 測定可能方向 | ±X, ±Y, -Z | |
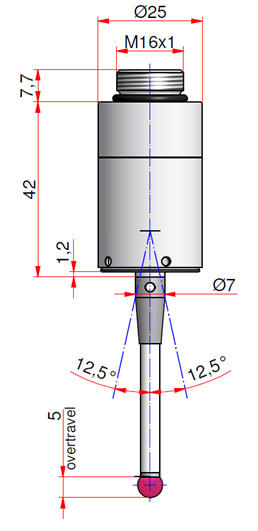
| スタイラスオーバートラベル | XY ±12.5°; Z –5 mm | |
| 温度レンジ | 保管: 5 °C – 70 °C 操作: 10 °C – 50 °C |
|
| 材質 | ステンレス | |
| 防水規格 | IP68: EN60529 | |
Hexagon 高精度タッチプローブ HPP41.10(RWP20.50-G-HPP)についてのお問い合わせは、下記フォームからお願いいたします。
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。