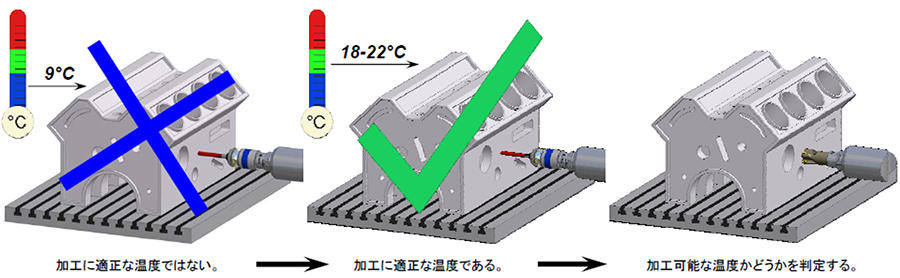
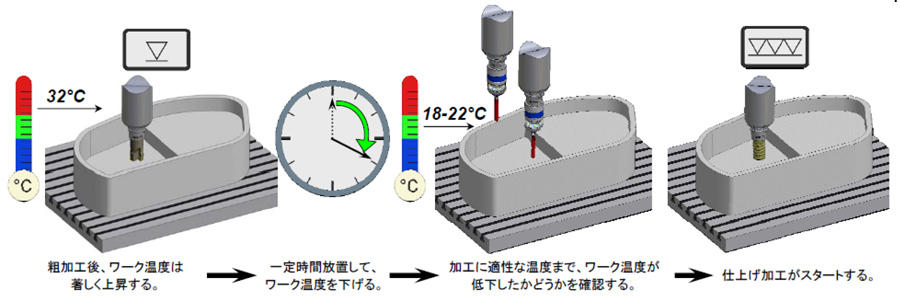
加工時の発熱で、ワークの温度が変化する。
ワークが膨張した状態で機械加工を行うと完成時の精度が落ちる。
十分にクールダウンされているのかを知るための温度管理は実に重要です。
しかし、暖気運転を停止した後の機内は湯気で視界が狭く足場も悪く入りにくいもの。
そんな作業員のわずらわしさを一気に解消します。
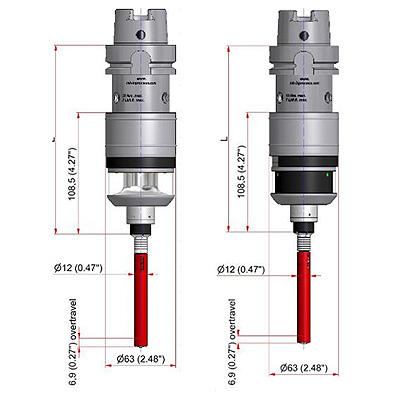
温度測定用タッチプローブ RWP20.50-G-TP【特許取得済】
この温度測定用プローブは、加工前だけではなく加工中もワークの温度を全自動で測定する事が出来ます。
(このシステムは、HEXAGONの独自技術で実現しており、特許取得済みです。)
常に高い生産品質を確保する事が出来ます。
ワークの温度変化を確実に測定する事で、生産プロセスの制御をより高度に行う事が出来ます。
AFS(Automatic Frequency Select 自働周波数選択)技術により、無線帯の周波数をスキャンして、電波の届かない周波数を自動的に選択し、高速・高信頼性を実現し、不良品やリワーク時の大幅削減。干渉信号のない周波数を選択します。