
信頼性の高い演算処理
NCゲージ 5軸回転軸補正
回転軸の誤差を補正し計測結果に反映させる
回転軸位置決め誤差の影響
5軸制御の工作機械は複雑な形状およびワンチャックで高精度な加工ができるため需要が増加しています。
その結果、機上で計測をして段取り時間を減少させる工程も見直されております。
5軸制御機で機上計測を行う場合、回転軸の位置決め誤差を考慮しなければなりません。回転軸の位置決め誤差を考慮せずに機上計測を行うとその誤差が計測結果に影響し真値との差が大きくなる問題が起こります。
NCゲージは5軸制御機の場合、5軸仕様として回転軸誤差補正機能が標準装備されています。
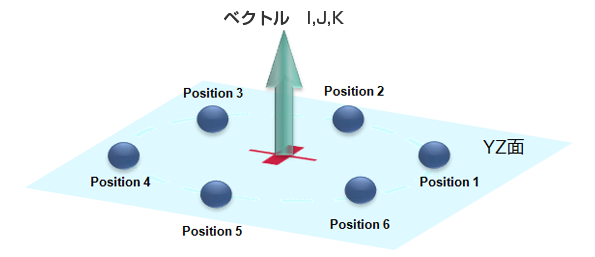
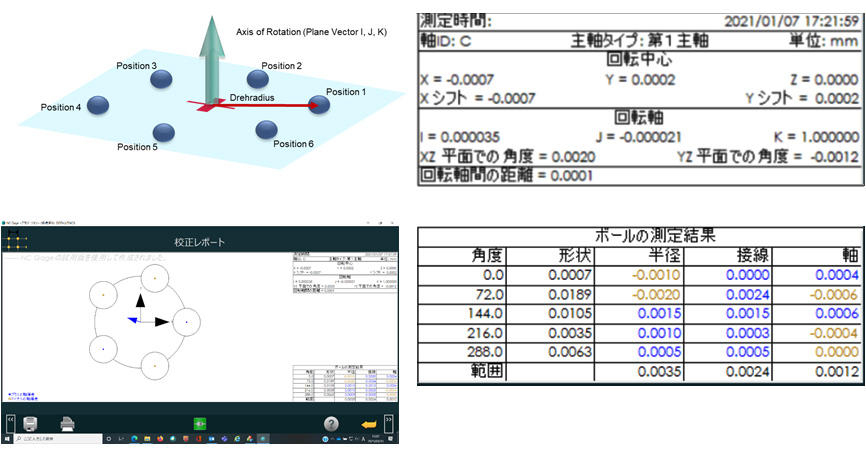
マシニングセンタの場合は回転軸の中心位置、中心位置のずれ量、回転軸の傾き量、回転軸のベクトル(i , j, k)を考慮して補正します。
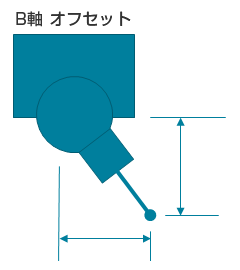
複合加工機のB軸の場合はプローブ先端位置の位置決めずれ量(x,y,z)を考慮して補正します。
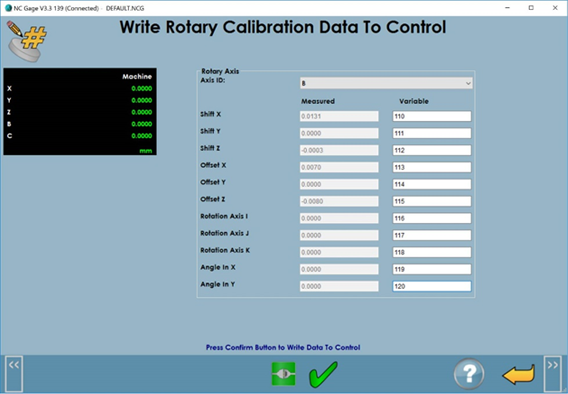
またこの補正機能は"Check Set5"にて単体機能としてご使用いただけます。
その場合、回転軸の誤差要素は5軸制御機の回転軸補正パラメータ―に書き込むことができます。
回転軸の位置決め誤差の傾向
複合加工機でB軸を回転させた時の基準球位置のずれ量を計測
計測手順
Φ30の基準球をチャックに固定しB軸を任意の角度に回転させ基準球の位置を計測
- プローブは基準球を161点測定してキャリブレーションを実施、その後基準球の位置を測定してその位置を基準位置と定義する。この動作はB軸角度0度にて実施した。
基準球はΦ30セラミック製を使用。
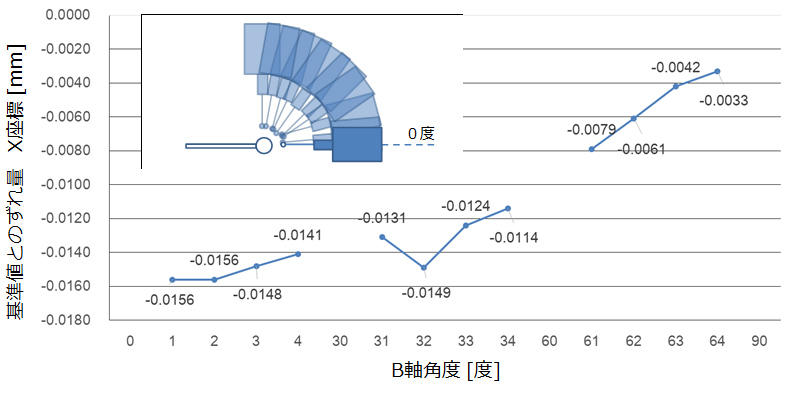
回転軸の誤差補正効果
基準球をチャックに固定しB軸 0度、30度、60度、90度の4つの角度で回転軸のキャリブレーションを行い補正した。
計測結果の考察
補正した角度の基準球の真値に対する位置誤差は1μm以内に収まっている。
補正していない任意の角度では-3.3μm~-15.6μmのばらついている結果になった。
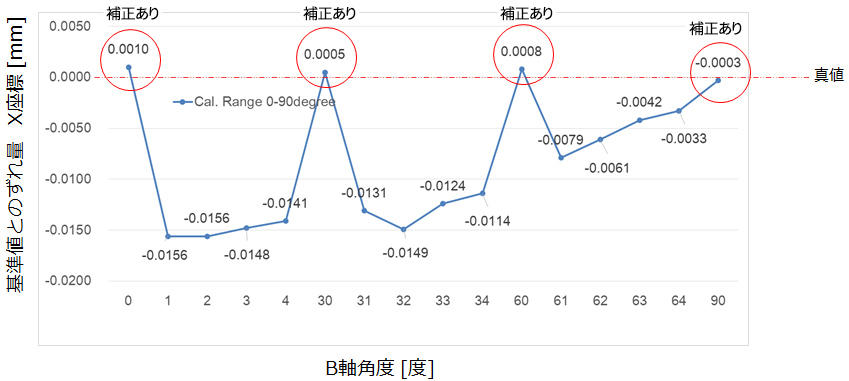
- 上記はX座標を例にとったが、Z座標、Y座標も補正した角度とそうでない角度の位置誤差は異なる。
誤差補正機能(1)プローブのキャリブレーション
プローブを使用した計測ではプローブのキャリブレーションが重要項目の一つになります。
三次元測定機では基準球を25点測定してプローブをキャリブレーションしますが、工作機械用のプローブは三次元測定機用のプローブと比較して測定力が高いため遅延誤差も大きくなります。従いましてNCゲージでは基準球を161点測定してプローブのキャリブレーションを行います。

※キャリブレーションのエラーマップはその都度保存できますのでプローブの経年変化も分析できます。
誤差補正機能(2)マシニングセンタの回転軸キャリブレーション
マシニングセンタ向けとしてテーブルが回転する軸構成へ対応しております。
主軸が旋回する軸構成は現在開発中です。
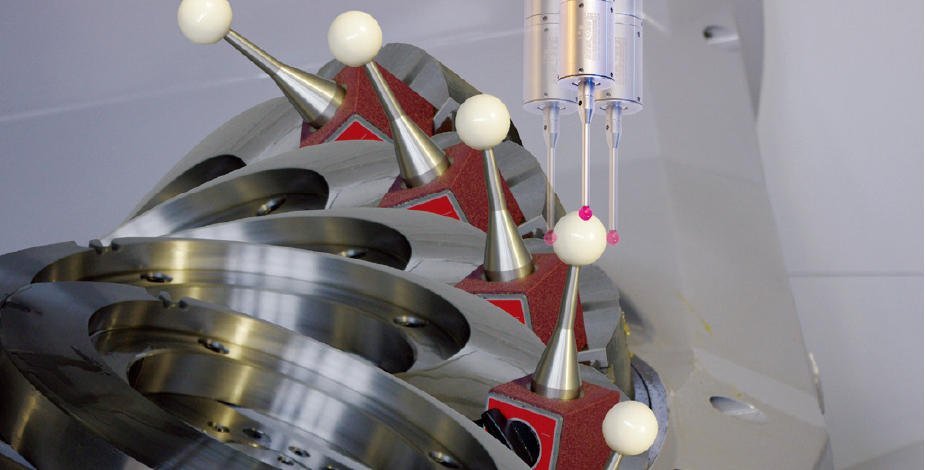
誤差補正機能(3)複合加工機の回転軸キャリブレーション
複合加工機はプローブ自体が旋回するB軸とワークを固定する主軸(C軸)に対応しています。
また第二主軸にも対応しています。
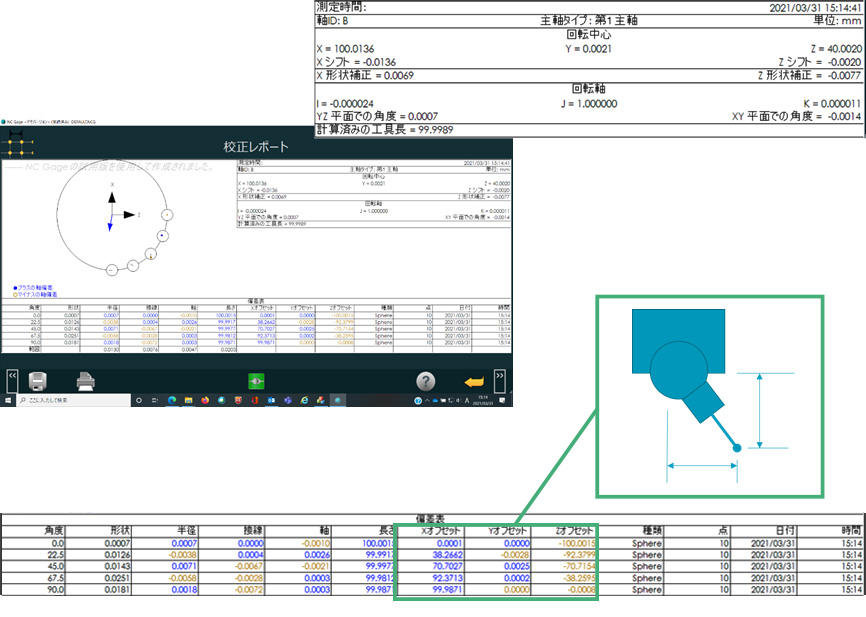
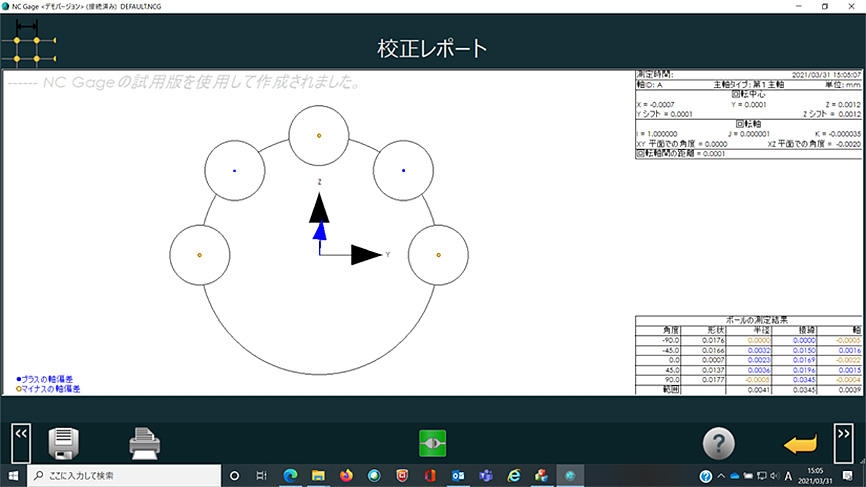
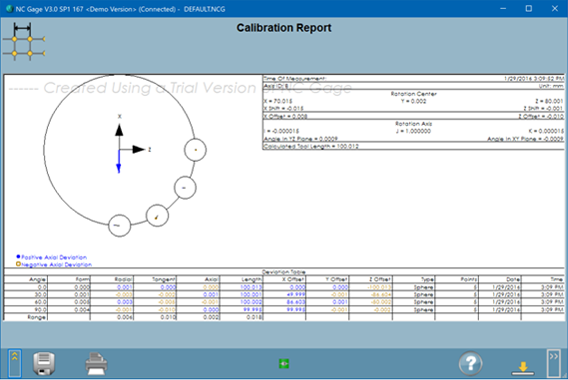
誤差補正機能(4)校正レポート
校正レポートは以下のフォームで保存できます。
校正データを蓄積し分析することで回転軸の経年変化の傾向を把握することができます。