
工作機械の測定能力を判断
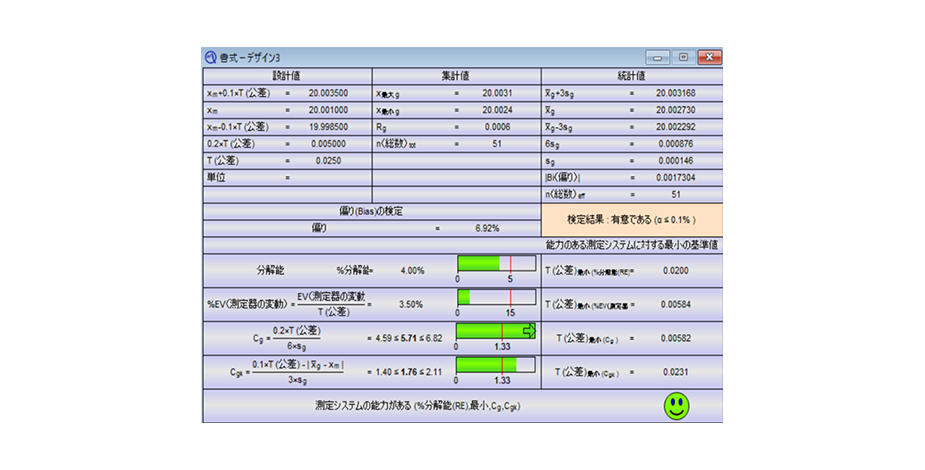
Step1:マスターゲージの計測 → ゲージ能力評価Cgk (solara.MP)
Step2:加工ワークの計測(短期)→ 加工能力評価Cmk (O-QIS)
Step3:加工ワークの計測(長期)→ 工程能力評価Cpk (O-QIS)
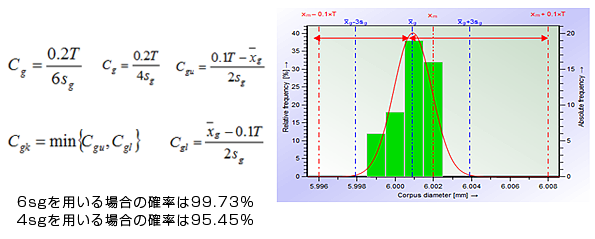
Cg : 加工対象物の要求公差(T)の2/10の値をゲージ能力評価の公差とする
Cgk: 加工対象物の要求公差(T)の1/10の値をゲージ能力評価の公差とする
g/Cgkの値が、ゲージ能力規格(例えばCg/Cgk≧1.67 )を満たしていることで合否判定
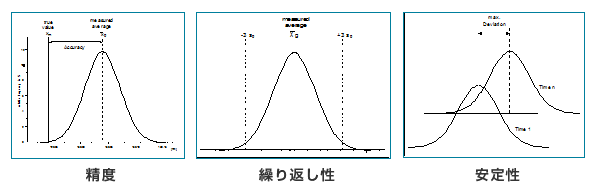
Step1:工作機械が測定機として成り立つかどうかの評価

ゲージ能力評価 Cg/Cgkにて判定
Step2:加工ワーク(チャンピョン品)の計測(短期)
工作機械の加工能力評価 Cm/Cmkにて判定
Step3:加工ワーク(量産品)の計測(長期)
工程能力評価 Cp/Cpkにて判定
安定した加工、品質向上