
特長
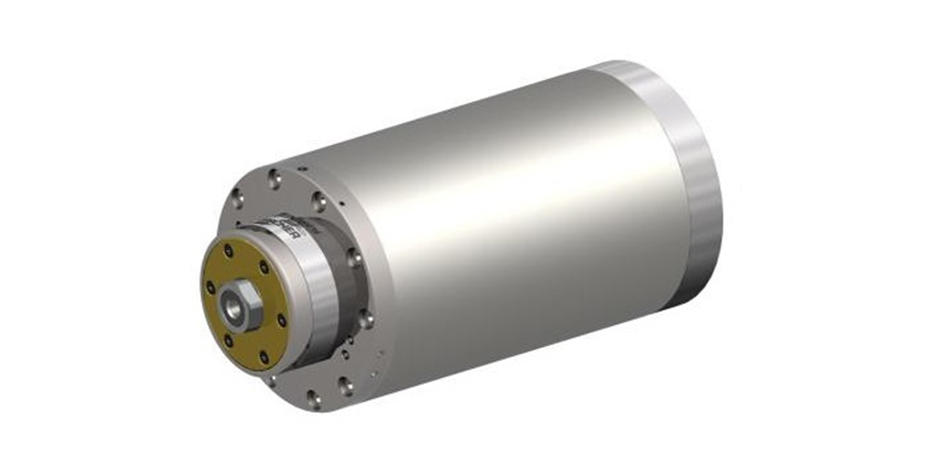
高圧クーラント対応の研削スピンドル
研削加工(内研加工)で、やけ/われ/加工精度不良などでお困りではありませんか?
- 特に高速スピンドルの構造上高圧クーラントスルー供給が困難です。(一般的には最大1MPa程度)
- 低圧クーラントでは、本来の目的であるワークの冷却および潤滑機能を果たさない可能性があります。
- 砥石径が小さい場合、供給穴も小さくなり流量を確保するためには高圧クーラントが必須です。

FISCHERの研削スピンドル高速120000min-1スピンドルなら
一般的なスピンドルの3倍の圧力でクーラントスルーが可能です。
FISCHERの軸芯冷却技術をクーラントスルー用のロータリージョイントに適用、高圧のクーラントスルーを実現しました。