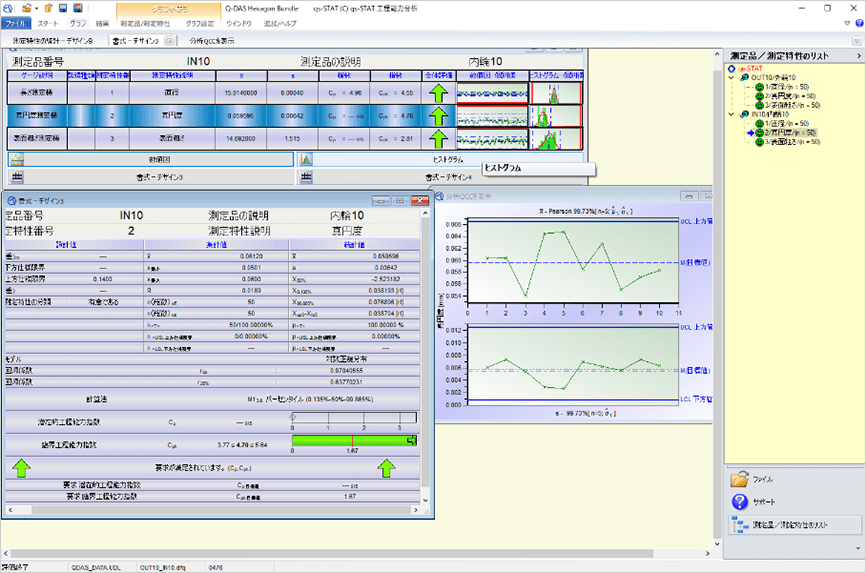
機上計測から工程能力、加工能力評価ができます。

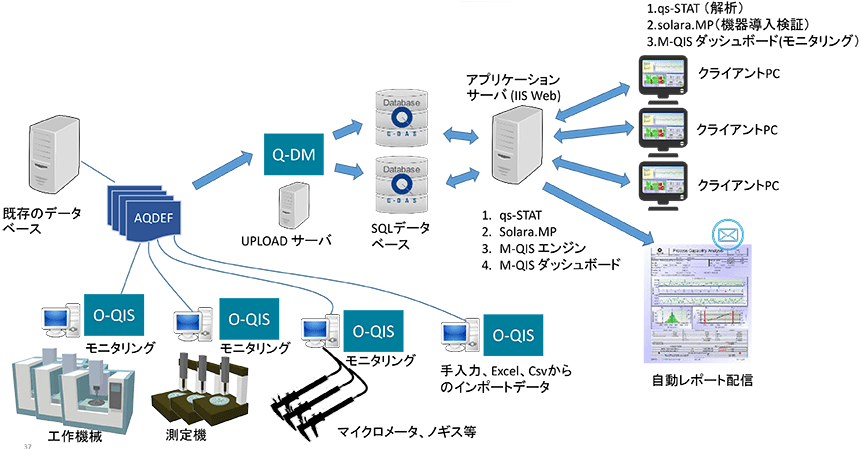
あらゆる測定データを統合管理、分析
機上計測から工程能力、加工能力評価ができます。
・ミツトヨ、東京精密、Hexagon、テーラーホブソン、マール等実績多数
・後日管理者が公差外発生の原因調査時に閲覧(不良、測定上のミス、検査装置不具合等)
・数秒から数分単位でアップデート(データ量、バッチ処理時間の間隔、通信時間に依存)
・ネットワーク接続された他ライン、他工場の情報も一か所で集中的にモニタリング可能
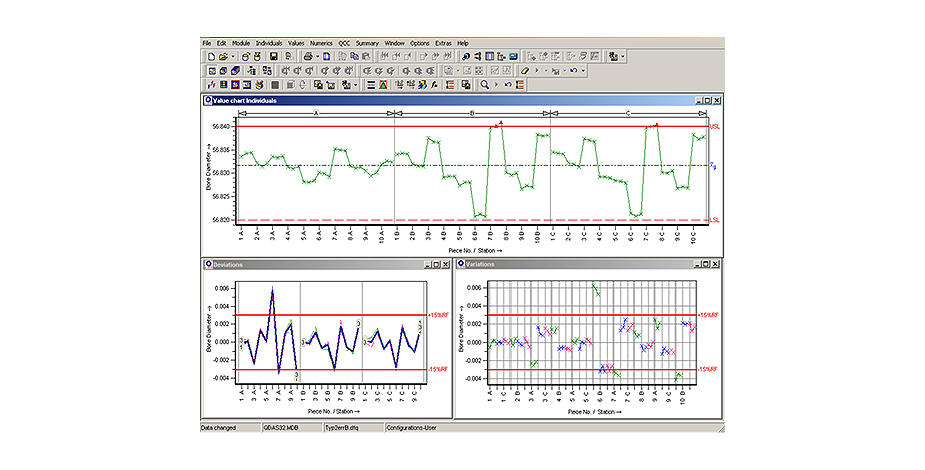
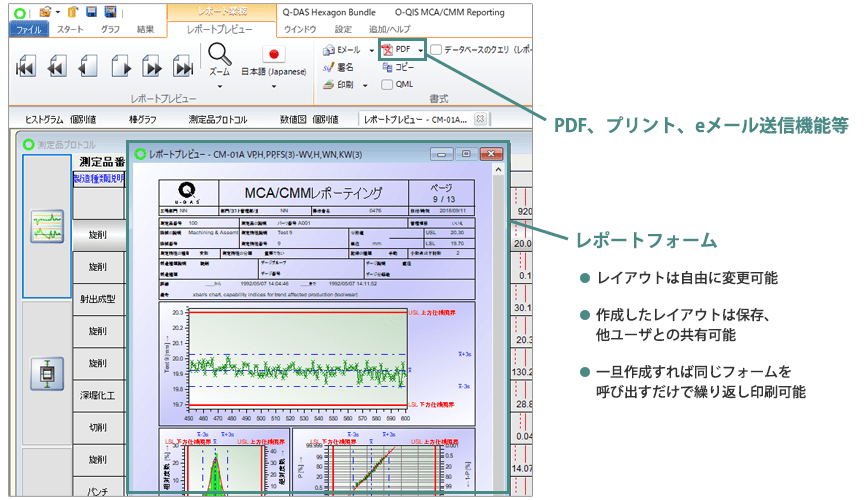
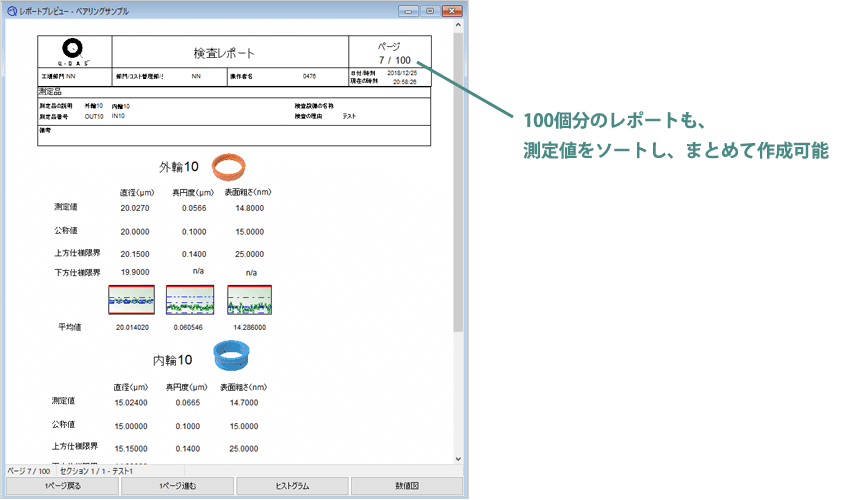
・真円度、粗さ、直径、長さ等複数の測定機から集まる情報を自動で1枚のレポートに
・JPEG化した測定プロファイルもレポートに添付可能
・測定した測定機の情報(校正日、使用マスタ、温度条件等)も測定データに紐づけ可能
・工程能力計算の元となる測定データの信頼性、数値的根拠を明確化
・自工程に必要な測定機器の能力が明らかとなるので、装置選定基準の根拠も明確となる
・昨今はIoT化の推進で、比較的容易なりつつある。
・機器によりデータの出力方法やデータ形式、ファイル形式が違う。
・装置メーカは自社の機器以外のデータ管理は助けてくれない。
・自社製ソフトで対応しても次々に変更が発生し切りがない。
例)測定機が変わったら?測定管理項目が増えたら?ラインが増設されたら?パソコンのOSが更新されたら?
・同じデータを参照するが部署、部門によって見方(知りたい情報)が全く違う。
全員の満足するデータベース設計ができない。
・新しい製品、モデルが追加された時の対応に莫大なコストと時間がかかる。
・データが解析用に整理されていれば、データ分析だけを行うのはそれほど難しくない。
解析だけ行うソフトは多数ある。